A Review on Uncertainty Cases in Additively Manufactured Polylactic Acid Using Fused Filament Fabrication Technique
Ghais Kharmanda1,2*
1Mechanics Laboratory of Normandy, INSA Rouen, France
23D printing 4U (UG), Cologne, North Rhine-Westphalia, Germany
*Correspondence to: Ghais Kharmanda, D.Sc., Manager, 3D printing 4U (UG), Nördlinger Str. 10, 51103 Cologne, North Rhine-Westphalia 48163, Germany; Email: Ghais.Kharmanda@3d-printing-4u.com
Abstract
Polylactic acid (PLA) is one of the most frequently used materials in Additive Manufacturing (AM) because it is considered as a nontoxic, biodegradable, and biocompatible material. In addition, Fused Filament Fabrication (FFF), or also known as Fused Deposition Modelling (FDM), is a desirable additive manufacturing technique to manufacture PLA because of its relatively low cost and geometrical flexibility. However, the uncertainty existence can lead to unpredicted failure scenarios, which highly can affect the quality and cost. This review focusses on the different works carried out on the identification of the effective parameters in the additively manufactured PLA when using FFF technique in order to provide the reader with an overview about different uncertainty cases for these common material and technique. Here, we seek to reduce the likelihood of failures when using the additively manufactured PLA using FFF technique. Some future ideas are suggested to develop new strategies with the object of improving several objectives such cost, quality, and productivity. In this way, we do not only need to obtain rapid prototyping, but rapid, economic, and sustainable manufacturing strategies are needed to be closer to a sustainable environment.
Keywords: additive manufacturing, polylactic acid, fused filament fabrication, uncertainty
1 INTRODUCTION
Additive manufacturing (AM) also known as rapid prototyping or 3D printing, covers a set of techniques based on layer-by-layer concept to manufacture parts (or components). This technology is vastly used in many applications, such as aerospace, automotive, electronics, construction, and medicine, and healthcare monitoring[1-6]. Several AM methods have been developed[7] such as Fused filament fabrication (FFF), or Fused Deposition Modelling (FDM)[8], Stereolithography (SLA)[9], Direct Metal Laser Sintering (DMLS)[10], and Electron Beam Melting (EBM)[11].
One of the most established AM methods is FFF being widely adopted in the aviation industry to manufacture the end use parts[12]. Figure 1 shows a simplified illustration of FFF technique[13]. Two types of filament supply can be found: the build filament is necessary to perform the printed parts and sometimes there is another one for the support filament. The second one is not obligatory in all FFF machines and can be provided with a different filament material.
|
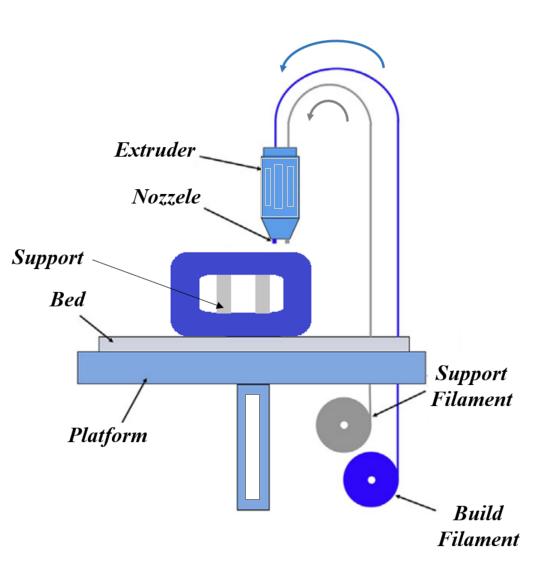
Figure 1. FFF illustration[14].
However, to ensure that FFF parts can meet functional requirements, extensive characterisation is needed to be performed to understand the impact of manufacturing process parameters on the part performance[15,16]. Several important advantages can be met when using AM technology such as time and cost reduction by eliminating expensive fabrication equipment, and possibilities on easy manufacturing of geometrically complex components. Furthermore, in this rapid prototyping process, large reduction of waste of material can be realized, because fabrication tools are not needed, and fled prints can be recycled in easy and quick ways. When comparing to conventional manufacturing, production of light structural components with desired weight and using multiple materials at the same time, are advantages of AM technology[15]. However, the high failure rate often leads to arise the total cost which can be a big obstacle to implement the AM technology as a production strategy[16]. The uncertainty can appear at several levels: designs, materials, AM process (machine maintenance, manufacturing parameters …).
One of the most extensively researched and used biodegradable material is the polylactic acid (PLA)[17-20]. PLA is considered as a leading biomaterial for many applications in medicine as well as in industry and may replace conventional petrochemical-based polymers[21,22]. It has been considered as an important polymer because of its high potential for applicability in several fields, such as in the medical, chemical, and biotechnology domains. Several studies have recently reported its use as a basic component to produce personal protective equipment needed for the prevention of Sars-Cov-2 contamination, responsible for the cause of coronavirus disease, which is at this time a major worldwide sanitary and social problem. This material is a non-toxic, biodegradable, and compostable plastic with remarkable characteristics from the industrial standpoint, and it emerges as a promising product under the concept of “green plastic”, because most of the polymers produced at this time are petroleum-based, a non-renewable raw material. Biotechnology routes have been stated as potential methodologies to produce this polymer, especially by enzymatic routes, by use of lipases enzymes. The availability of pure lactic acid isomers is a fundamental aspect of PLA manufacturing with more interesting mechanical and thermal properties[23].
So, it is the objective to focus on the existence of uncertainty cases which largely affect the use of the additively manufactured PLA (AM-PLA) by FFF technique. Several objectives can be improved such as cost, quality, productivity... Uncertainty cases may appear in the material properties (mechanical, physical properties), design (geometry, positioning, orientations, or directions) and the manufacturing process (speed and other parameters). So, effective parameters in AM-PLA using FFF are treated considering the design, materials, and manufacturing process. For example, the mechanical properties depend on several parameters such as build orientation and others[24]. So, it is needed to identify the different uncertainties related to theses parameters and other properties. Next, research gaps and future trends will be treated to pave the way to research to overcome the different appeared obstacles.
In this review, we first start with the different existing review articles carried out in this specific area. Next, several effective parameters in additively manufactured PLA using FFF are presented before introducing the uncertainty concept. After that, several probable failure modes in additively manufactured PLA using FFF are treated before selecting the proposed uncertainty diagram to deal with AM-PLA using FFF. Finally, the research gaps, future directions and conclusion sections are presented to show some existing challenges and the corresponding suggestions.
2 PREVIOUS REVIEW WORKS
This literature review section mainly focusses on the different review papers representing the most recent and relevant advances in the corresponding field. In fact, several reviews appeared in a same special issue of Advanced Drug Delivery Reviews in 2016. These different reviews treated several fields to show the different performed efforts in industry and academia. For example, Saini et al.[25] discussed the opportunities for PLA blends in the biomedical arena, including the overview of blending and post blend processing techniques and the applications of PLA blends presently in use and under development. Ramot et al.[26] reviewed the process of inflammatory reaction that is to be expected following implantation of PLA, and it highlights specific cases in which the inflammatory reaction can result in safety concerns. In addition, they reviewed some cases from different medical areas in order to demonstrate possible clinical side effects which result from its use. Furthermore, in a review of Poh et al.[27], the authors gave an overview of AM and both industry and academia labours in addressing specific requests in the additive manufacturing technologies in order to drive toward AM-enabled industrial revolution. Next, they discussed some considerations and challenges of poly(lactides) as a biomaterial in additive biomanufacturing areas. After that, according to the review of Farah et al.[21], the objective was to deal with the mechanical and physical properties that affect stability, processability, degradation, aging, recyclability..., and therefore its potential suitability to fulfill specific application requirements. They also summarized variations in these properties during PLA processing (i.e., thermal degradation and recyclability), biodegradation, packaging and sterilization, and aging (i.e., weathering and hygrothermal). Furthermore, they discussed up-to-date approaches for PLA properties improvements including components and plasticizer blending, nucleation agent addition, and PLA modifications and nano-formulations. Incorporating better understanding of the role of these properties with available improvement approach is the key for successful use of PLA and its copolymers / composites / blends to maximize their fit with worldwide application requirements. Furthermore, PLA has a high technological importance because PLA-based polymers are acquiring. And due to their characteristics, they can be used in several areas, mainly medical, pharmaceutical and biotechnology.
In a review of Baran and Erbil[28], chemical structure, production methods, general properties, and present market of the PLA were first described. Next, they discussed the chemical modification possibilities of PLA, its use in AM machines, and the surface modification methods of PLA polymers in several areas. In addition, they especially reviewed the AM method where the PLA filaments are utilized in the extrusion-based technologies. According to their review, several methods have been proposed for the permanent surface modifications of the PLA where covalent attachments were made. Among these methods, we have alkaline surface hydrolysis, photo grafting by UV light, atom transfer polymerization, plasma treatment, and chemical reactions after plasma treatment. Some of these approaches can be used to improve the performance for surface modifications of PLA objects obtained by AM, especially in biomedical areas. In a recent review by Albuquerque et al.[23], many recent information regarding the development of research in this area, have been collected. Their review was performed from a biotechnological standpoint with the object of dealing with at a totally green bioplastic production.
Other reviews have been generally carried out on polymers where some parts of them focussed on PLA using FFF. For example, Dizon et al.[24] provided a brief discussion about AM and the most employed AM technologies for polymers. They described the frequently used ASTM and ISO mechanical test standards. These standards have been utilized by several research groups to test the strength of the AM parts. In addition, they summarized several works regarding the mechanical properties of AM components where the properties were identified under different loading types (tensile, compressive, bending, fatigue, impact...). Furthermore, properties have been involved at low temperatures. Moreover, the influences of fillers and post-processing have been discussed on the mechanical properties. Finally, they treated several vital questions to standardize mechanical test methods.
In the same year, Popescu et al.[29] realized a review to identify practical and useful aspects, key process parameters and limitations, and for understanding to what extent the results of the used papers were relevant and could be applied in further studies and real applications. They performed a systematic literature based on classification according to the additively manufactured polymer type. The most important process parameters being considered as influencing FFF specimens' compression, tensile, impact or flexural strengths were discussed considering the existing results in literature.
Recently, Sola et al.[30] reviewed the standardisation needs in AM with a focus on mechanical testing and examined the hurdles that are encountered when existing standards were applied to measure the tensile properties of polymer parts fabricated by FFF, which is presently the most popular material extrusion AM technique. In fact, existing standards could not be considered for the several AM parameters which control the mechanical response of FFF components. They also found that several works in literature suggests that the complicated interplay between structural features at different length scales (micro / meso / macro-structure) and the raster- and layer-induced anisotropic behaviour undermine pre-existing concepts concerning the specimen geometry and classical theories concerning the size influence, and ultimately endanger the transferability of conventional tensile test standards to FFF components. Their literature survey, which was defended by the experimental results, demonstrated that current standards for tensile testing should be used for FFF parts with caution until dedicated standards become available. Despite it is not specified in existing standards, set-up and AM parameters should be fully described to guarantee the results repeatability. The different reviews deal with different works to improve the properties of the AM-PLA using FFF, however according to the author’s knowledge, there is no detailed review dealing with uncertainty cases in this context. In the next section, we present several works which studied the effective parameters in AM-PLA using FFF in order to establish a diagram containing the different uncertainty cases in this area.
3 EFFECTIVE PARAMETERS IN ADDITIVELY MANUFACTURED PLA USING FFF
In general, several parameters during preparation, manufacturing, and post-manufacturing stages can affect the AM. In this way, quality and behaviour of the additively manufactured products can be affected[15]. In recent years, there is a rise to adopt the additive manufactured components to be end use parts (or products). The appearance of this increase is especially in an aviation industry, where several benefits such as shortened supply chain and parts on demand lead to significantly reduce the total cost. FFF is one of the most established AM methods. It is widely adopted in the aviation industry to manufacture the end use parts.
In order to guarantee that FFF parts can arrive to functional requirements, we have to carry out an extensive characterisation to understand the effect of AM process parameters on the fabricated component performance. Considering the quick growth of the consumer FFF market and the large focus on providing useful, real applications of this technology becomes an increasing request to identify the material properties of the final products[31]. FFF machines can produce parts with consistent material properties, and it is also possible to estimate the effective parameters. The evaluation of the mechanical performance of internally defected parts or structures is very important to several industrial areas such as automobile, aerospace, marine and construction. Many studies in literature include only numerical or analytical solutions because the fabrication of testing samples with a complex geometry is not easy. Mourad et al.[32] investigated the defect geometry, orientation, location along the sample gauge length and the influence of the process parameters, such as the infill percentage and the material colour. The internal defect influence is more pronounced for a 100% infill density compared to a 50% because of the porosity. Furthermore, the additive colour to the PLA might contribute to its strength. In general, their findings opened another possibility to use the AM technology in many fields where there is a need to assess internally defected material.
Furthermore, for tensile properties, according to Sola et al.[30], additive manufacturing is progressing from being a rapid prototyping tool to serving as pillar of the Industry 4.0 revolution. Because of their low density and ease of printing, polymers are receiving increasing attention for manufacturing of structural and lightweight parts. Nonetheless, the lack of appropriate standards, specifically conceived to consistently verify the tensile properties of polymer parts and benchmark them against conventional products, is a major problem to the wider uptake of polymer AM in industry. After reviewing the standardisation needs in AM with a focus on mechanical testing, their paper closely examines the hurdles that are encountered when existing standards are applied to measure the tensile properties of polymer parts fabricated by FFF, which is presently the most popular material extrusion AM technique. Existing standards are unable to account for the numerous printing parameters that govern the mechanical response of FFF parts. Moreover, the literature suggests that the raster- and layer-induced anisotropic behaviour and the complicated interplay between structural features at different length scales (micro/meso/macro-structure) undermine pre-existing concepts regarding the specimen geometry and classical theories regarding the size effect, and ultimately jeopardise the transferability of conventional tensile test standards to FFF parts. Many studies provide the effect of more than one parameter on the different properties (mechanical, chemical, physical properties)[33-36]. So, it is difficult to present each parameter separately. For example, we start with the temperature effect and next present the paper since Ekinici et al.[37] and Kharmanda[16] only focussed on temperature effects.
3.1 Effect of Temperature
Ekinici et al.[37] considered FFF monolayered thin films of PLA in terms of mechanical and hydrolytic properties at 37 ℃ in vitro degradation. Throughout degradation, the reduction in mechanical properties was studied by analysing molecular weight and thermal properties. FFF monolayered PLA underwent autocatalytic bulk degradation with no proof of important mass loss. They found that Young’s modulus, ultimate tensile strength and molecular weight decreased approximately by 60%, 86%, and 80% after 280 days, respectively, while the degree of crystallinity raised by 143% in comparison to benchmark thin films at day 0. It was found that the decrease in mechanical properties was more sensitive to the rise in crystallinity in the early stage of the degradation, while the molecular weight was more dominant in the late stage of the degradation. Their study provided practical information in terms of mechanical properties to support medical device designers in a range of potential end-use biomedical applications to get safe functional products over the needed degradation lifetime.
Furthermore, Kharmanda[16] found that the preheating temperatures clearly affects the stability of the AM process regarding three slicing models: rafted, brimmed, and skirted models. When raising the preheating temperatures, there is a big potentiality to improve the adhesion and stability levels. It is also found that when the preheating temperature of the build platform equals to 50°C, the only model which can be additively manufactured, was the rafted slicing model. However, when increasing the platform temperature to be 100°C (at the preheating stage), the brimmed slicing model can be also additively manufactured. On the other hand, for the skirted slicing models, the preheating temperatures of the platform and the extruder can affect the adhesion and the stability levels. In this case, the preheating temperatures should be at least 220°C for the extruder and 100°C for the build platform. Thus, it has been concluded that the AM process stability, especially at the beginning, can be affected by preheating conditions. To improve the adhesion potentiality, some companies advise the user to utilize the glue. However, the quality of the platform surface may be affected when removing the glue at the end of the AM process. So, it was not recommended to utilize glue at the beginning of the AM process.
3.2 Effect of Colour
According to Wittbrodt and Pearce[31], it was found that a critical printing temperature for each colour to optimize the crystallinity based on the results for white filament. When printing at 190°C, each colour had a distinct tensile strength and percent crystallinity when analysed with tensile testing. Here, a conscious decision can be made to select the colour that a part is printed in to obtain desired material properties. In addition, according to their results on the effect of temperature, there can be a critical temperature of the percent crystallinity present in each material. So, there is a need to investigate the influence of printing temperature as a function of the other colours in order to create a matrix of properties which allows for a more complete material selection to be conducted. Recently, Andó et al.[38] investigated the mechanical properties of two-coloured PLA parts (white and silver) manufactured by FFF technique. A tensile testing method was used, and two different types of failure were found. So, the colours can significantly affect the mechanical properties.
3.3 Effect of Geometry
The geometry effect can be noted at two levels: design and process levels. Several parameters can be entered in the context of geometry such as support structures, build orientation, layer thickness, path tool...
3.3.1 Support Structure
Support structures can be considered at the design level. For complex geometries, the AM process cannot be carried out without supports when having overhanging features[39]. According to the laws of gravity, the filament cannot be extruded in the air. So, it is necessary to add support structures to continue and succeed the AM process. According to Kharmanda[16], the type of support structures may affect the resulting printed parts (quality and cost). It was concluded that for tree-like supports, the likelihood of failure is higher than linear supports. It has also been shown that for linear support results, two trials were performed at the temperatures 220 / 100°C (for extruder and build platform, respectively) and only one of them succeeded. Despite they were submitted to the same process conditions such as adhesion surface and preheating temperatures, one of them fall. Therefore, the uncertainty should be considered when choosing the support structure types. As result, it was found more failure cases for tree-like support samples. So, when selecting suitable support structures during the design stage, uncertainty should be considered to reduce the likelihood of failure from the beginning of design. Uncertainty cases may appear even during the AM processes which may lead to failure modes in the supports themselves.
3.3.2 Build Orientation
In the work of Chacón et al.[40], it was the objective on-edge oriented samples to show the optimal mechanical performance. They characterized the effect of build orientation on the mechanical performance of the used PLA samples which were fabricated with a low-cost 3D printer. They used tensile and three-point bending tests to find the mechanical response of the 3D printed specimens. AM samples behave anisotropically because of the layer-by-layer way. Upright orientation leads to the lowest mechanical properties. However, on-edge and flat orientation leads to the highest strength and stiffness. The orientation largely increases the anisotropy of the printed part, which can be considered as a significant subject to uncertainty. In addition, other works in literature have been carried out to test the build orientation effect on the fatigue behaviour studies of AM-PLA[41,42].
3.3.3 Layer Thickness
In the work of Chacón et al.[40], the authors also characterized the effect of layer thickness on the mechanical performance of PLA samples manufactured with a low-cost 3D printer. From a layer thickness standpoint, it is noted that when the layer thickness increases, the ductility decreases. In addition, when increasing the layer thickness for the upright orientation, the mechanical properties increase. Conversely, the change in mechanical properties with respect to layer thickness variations are of small importance for on-edge and flat orientations, except in the case of low layer thickness. When slicing the design geometry, the layer thickness can be optimized to balance between the mechanical properties and ductility. In addition, Heidari-Rarani et al.[43] presented some experimental results to select the optimal layer thickness for the modulus of elasticity, the ultimate tensile strength, and the failure strain. The optimal layer thickness value was 0.1mm for the modulus of elasticity and the ultimate tensile strength, while it was 0.2mm for failure strain. Some experimental studies are needed here to describe mathematically the relationship between the layer thickness and the other mechanical properties.
3.3.4 Effect of Toolpath
Many types of toolpath patterns (raster, zigzag...) have been developed for AM process[44]. In FFF technique, the structure of the printed component is controlled by the toolpath which may highly depend on the design geometry. In this way, the variation of either process parameter or design geometry will result in a change in the toolpath and a corresponding change in the structure of the FFF part. Then, the corresponding property will be affected. Because of the process-structure-property linkage, toolpath can have an important effect on FFF component performance. Existing research has extensively concentrated on the effect of process parameters on the performance of the FFF part[45]. But it is supposed that toolpath planning being significantly less extensively treated, can have effect on the component performance. To investigate the effect, the research of Zhang et al.[45] utilised 5 different tensile specimens and 2 different fabrication methods, namely specimens printed to net shape and specimens machined from a printed plate. The net shape specimens were found to be substantially strengthened and stabilised in the presence of toolpath features. In addition, because of the linkage of process-structure-property, the features translated into favourable improvement in mechanical performance that strengthened the net shaped specimens by up to 51%. They characterised the toolpath effect on the mechanical properties and discussed how the toolpath features such as thermal history, contours travel distance, affect FFF components that can help in the performance prediction of FFF structures. The toolpath affects the AM process and the final product quality. So, a detailed study in this context leads to a big number of results, which requires advanced algorithms to optimize the AM process.
3.3.5 Effect of Infill Tool
The infill tool (density, pattern, orientation...) can significantly affect the material properties of the resulting AM parts[46-48]. The infill orientation on mechanical properties and the effects of interactions have been studied by Lanzotti et al.[49], while Heidari-Rarani et al.[43] carried out some experimental results to select the optimal infill density for the modulus of elasticity, the ultimate tensile strength, and the failure strain. The optimal infill density value was 80% for the modulus of elasticity, the ultimate tensile strength, and failure strain. For the same infill pattern, a mathematical description can be found to show the relationship between the mechanical properties and the density/infill orientation for AM-PLA using FFF.
3.4 Effect of Feed Rate
In the work of Chacón et al.[40], in addition to studying the effect of build orientation and layer thickness, the authors characterized the feed rate on the mechanical performance of PLA samples manufactured with a low-cost 3D printer. They found that ductility decreases when increasing the feed rate and the mechanical properties increase as the feed rate rises for the upright orientation. Conversely, the variations in mechanical properties with the feed rate are of minor importance for on-edge and flat orientations, except in the case of low layer thickness. The feed rate can affect the layer thickness during the AM process, which reduce the quality of the final product. In addition, this may lead in certain cases to a failure scenario[16].
3.5 Effect of Printing Speed
Heidari-Rarani et al.[43] presented some experimental results to select the optimal printing speed for the modulus of elasticity, the ultimate tensile strength, and the failure strain. The optimal printing speed value was 40mm/s for the modulus of elasticity, the ultimate tensile strength, and failure strain. In the study of Khosravani et al.[15], it has been shown that strength was decreased when increasing the printing speed. Higher speed can decrease the volume of the extrusion that decreases the stability of printing. Although printing speed has small influence on strength of specimens when comparing to the direction of raster, it has an essential role on production cost. Conversely, the combination of raster direction and printing speed had a crucial influence on the strength and mechanical properties of 3D printing test coupons. According to the conducted fractographic analysis, they concluded that the fractures were oriented with the direction of raster. Since in their study a biopolymer PLA was investigated, the results can be used for analysis on bio-composite which used PLA with same grade. Their results can be utilized for new designs, reinforcement configurations, and next computational models.
3.6 Effect of Nozzle Vibration
Chen et al.[50] used a self-developed print head vibrating a nozzle vertically in order to study the possibility of improving the vertical tensile strength of printed parts using FFF technique, with the objective to find the appropriate vibration frequencies. They printed PLA specimens at five different vibration frequencies and in the horizontal and vertical directions. The results of their work showed different surface roughness and porosity at different vibration frequencies. When increasing the vibration frequency, the vertical tensile strength increased. However, the horizontal tensile strength of the printed parts was affected by the vibration. So, the vibration in the nozzle reduces the material viscosity and decrease inertial forces which affect the porosity of the printed parts and enhance the polymer chains diffusion. In addition, according to Jiang et al.[51], the vibration can affect the adhesion and may lead to remove the printed part from the build platform. Several vibration studies containing a mathematical modelling, are needed to support the use of AM-PLA using FFF technique.
4 UNCERTAINTY CONCEPT
4.1 Uncertainty Definition
4.2 Uncertainty Categorization
In literature, uncertainty has been defined in several ways regarding several standpoints[56-59]. Or the uncertainty can be categorized considering several points of view such as dimension, type, class, and model. Figure 2 shows the different uncertainty categorization.
|
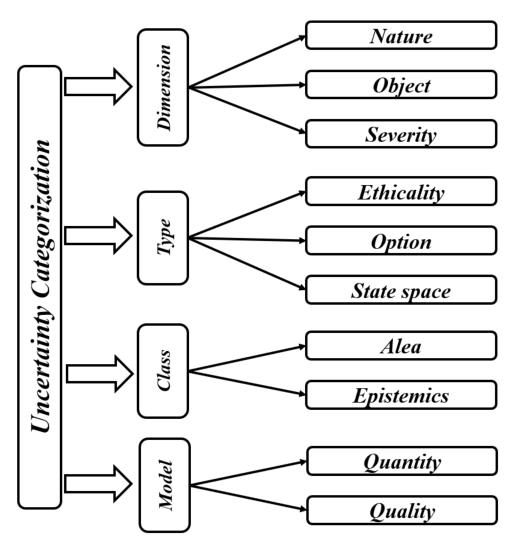
Figure 2. Uncertainty categorization diagram.
4.2.1 Uncertainty Dimensions
According to Bradley and Drechsler[60], there are three fundamental dimensions to uncertainty: its nature, object, and severity. Figure 3 shows a simplified diagram of these three dimensions. The first dimension ‘Nature’ is related to the judgement nature being made. Here, three basic forms of uncertainty are distinguished: modal, empirical and normative. Modal uncertainty is about what is possible or about what is probable to be the case. Empirical uncertainty is about what is the case (or has been or would be the case). Normative uncertainty is about what is desirable or what should be the case. The second dimension ‘Object’ is related to the objects of the judgements that agents make; the reality features that their judgements are directed at. Here, two basic uncertainty forms are distinguished: Factual uncertainty which is about the actual world and counterfactual uncertainty which is about non-actual worlds. The third dimension ‘Severity’ is related to the problem which the agent has in making a judgement about the prospects they face, a feature that depends on the quantity of judgement-relevant information that is available to them, how coherent this information is, and what inferential and judgemental skills they own. We distinguish here four basic forms of uncertainties: Ignorance form is about when the agent has no judgement-relevant information. Severe uncertainty is about when they only have enough information to make a partial or imprecise judgement. Mild uncertainty is about when they have sufficient information to make a precise judgement. Certainty form is about when the judgement value is given or known.
|
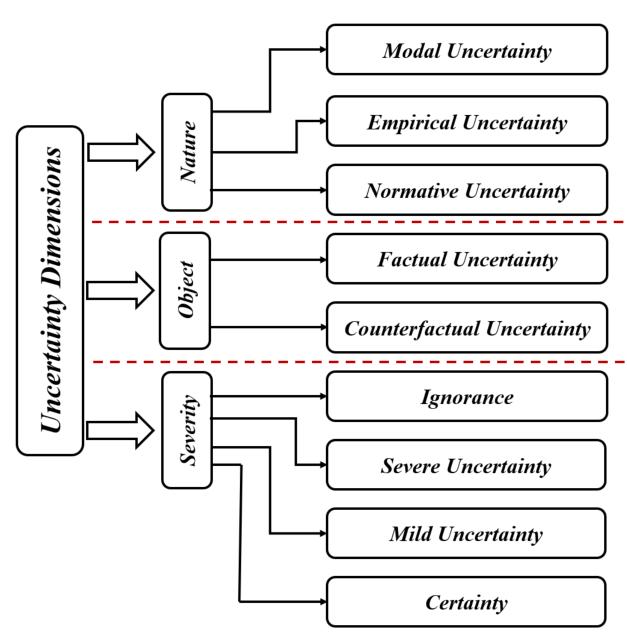
Figure 3. Uncertainty dimension diagram.
In fact, the final features of an additive manufactured component often deviate from the nominal values of the 3D model’s features due to the factors such as resolution, process parameters, process technology, and the measurement method. Here, the diagram in Figure 3 can be modelled in several ways to relate these components to the AM process.
4.2.2 Uncertainty Types
According to Bradley and Drechsler[60], there are three types of uncertainty: 1) ethical uncertainty, 2) option uncertainty, and 3) state space uncertainty. Ethical uncertainty appears when the agent cannot assign precise utilities to consequences. The second type called option uncertainty appears when the agent does not know what precise consequence an act has at every state. Finally, state space uncertainty appears when the agent is unsure how to construct an exhaustive state space. These uncertainty types are related along the three following dimensions: nature, object, and severity. For more details about the different relationships, the interested reader can refer to Bradley and Drechsler[60].
4.2.3 Uncertainty Classes
According to Gray et al.[61], most in the uncertainty quantification community agree that uncertainty is classified considering two classes: aleatory and epistemic uncertainty. These two classes behave differently and need a careful and separate consideration in their modelling. This distinction between the nature of uncertainty is echoed in the NASA challenge problem statement, which evidently states that their computational model has both aleatory and epistemic inputs.
Aleatory uncertainty appears from natural stochasticity and can be referred to as randomness. The specific random values of an aleatory parameter cannot exactly be predicted; while its total dispersion follows a specific probability distribution that may in aggregate be inferred. Aleatory uncertainty is then thought to be perfectly modelled by probability theory, where the probability is interpreted as a frequency. This uncertainty type is irreducible in the sense that collecting more data may give a better characterisation of its distribution but cannot reduce it to a scalar.
Epistemic uncertainty, which appears from imperfect knowledge is typically understood to be reducible by empirical effort (gaining more knowledge)[62,63]. Epistemic parameters are constant, but unknown, and are not indeed varying. In addition, this uncertainty may be modelled with probability, following the Bayesian interpretation, where a probabilistic statement is a subjective degree of belief assigned to possible events. The Bayesian interpretation does not make any distinction between the frequency of observed events or subjective belief about unobserved events. Kolmogorov’s axioms, defining the probability calculus, do not distinguish between these either, therefore characterising physical systems with a combination of both (observed data and subjective belief) can allow biases to yield wrong results.
4.2.4 Uncertainty Models
There are two models of the world, deterministic model and probabilistic one. Newton’s laws can be considered as good examples for deterministic ones. However, several important phenomena cannot be described by deterministic expressions or models. For example, equipment failure time exhibit variability that cannot be removed, considering the present state of knowledge and technology. So, it is impossible to know (predict) when the next failure may happen. The randomness (or variability) in this case imposes the use of the concept of uncertainty[53].
In this way, uncertainties can be represented by quantitative models or qualitative ones. Quantitative uncertainties can be described in terms of uncertain numerical values[64,65]. These can be handled considering mathematical expressions of probability and statistics. In addition, it is possible to elicit subjective expert opinion on the uncertain values. Expert elicitation is the only available option in many cases since measurements (models) are not available or since it is impossible to measure the assessed quantity (e.g., several hypothetical future states).
However, qualitative uncertainties associated to the scenario choice, can be evaluated by running alternative analyses and then comparing the results. Each alternative analysis may contain quantitative uncertainty modelling. This is the approach proposed in the EFSA Guidance12 in which basic probabilistic models are defined for an optimistic and pessimistic mode. This approach has been illustrated considering alternative sets of input files and uncertainty model settings for the optimistic and pessimistic model modes, when calculating exposures to a group of pesticides[66]. In addition, according to the concepts of “Art” and “Science” in the technological uncertainty, introduced by Bohn[67], it is mentioned that ‘Sometimes it works, sometimes it does not, and in either case I do not know why[67].
5 UNCERTAINTY IN ADDITIVE MANUFACTURING
The objective of uncertainty evaluation is to study how the variation in the probabilistic output of a model can be apportioned to different sources[68]. When performing AM processes on the AM-polymer materials, the resulting components are still now utilized as conceptual prototype parts, not as functional elements because of their poor mechanical properties[69]. Here, several sources of uncertainty may appear. So, it is important first to assess the different risks which result from these uncertainties. When starting with the design stage, uncertainty cases in geometric models may lead to manufacturing issues. This way, some deviations from the as-designed geometry can be appeared[70]. In addition to geometry uncertainty, material properties also represent a subject of uncertainty. They are related to several parameters such build direction, orientation, extrusion etc. In addition, this uncertainty in material properties affect the manufacturing cost. So, there is a need to find an effective AM framework to solve these kinds of problems[71,72].
Furthermore, it is very important to know that each situation has some levels of uncertainty. However, one can confuse when the failure happens due to uncertainty or change of inputs. Here, we present some examples to show first the difference between a failure due to change of inputs (Figure 4) and another one because of uncertainty (Figure 5). So, Figure 4 shows an example of failure due to change of inputs. The rafts in Figure 4A and B are used to increase the adhesion level during the AM process[16]. These rafts can be removed at the end of AM process. The failure occurred because the dimension of the raft in Figure 4A is smaller than that used in Figure 4B, which affect the stability of the printed part during the AM process. Here, the failure is not due to uncertainty case.
|
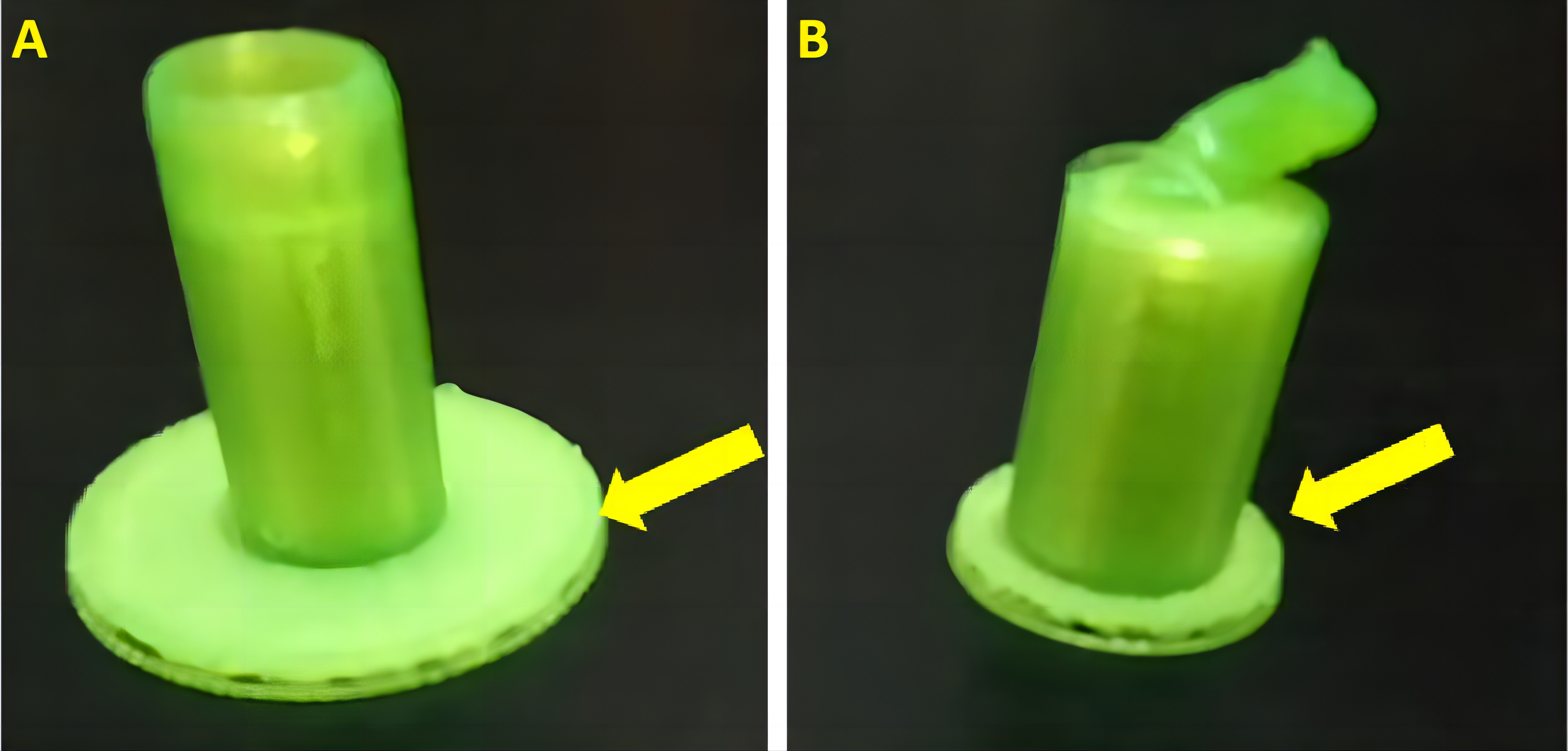
Figure 4. Comparison of manufacturing failure examples due to different change of inputs. A: Succeeded trial of a column support; B: Un-succeeded one (product exists in 3d-printing-4u.com).
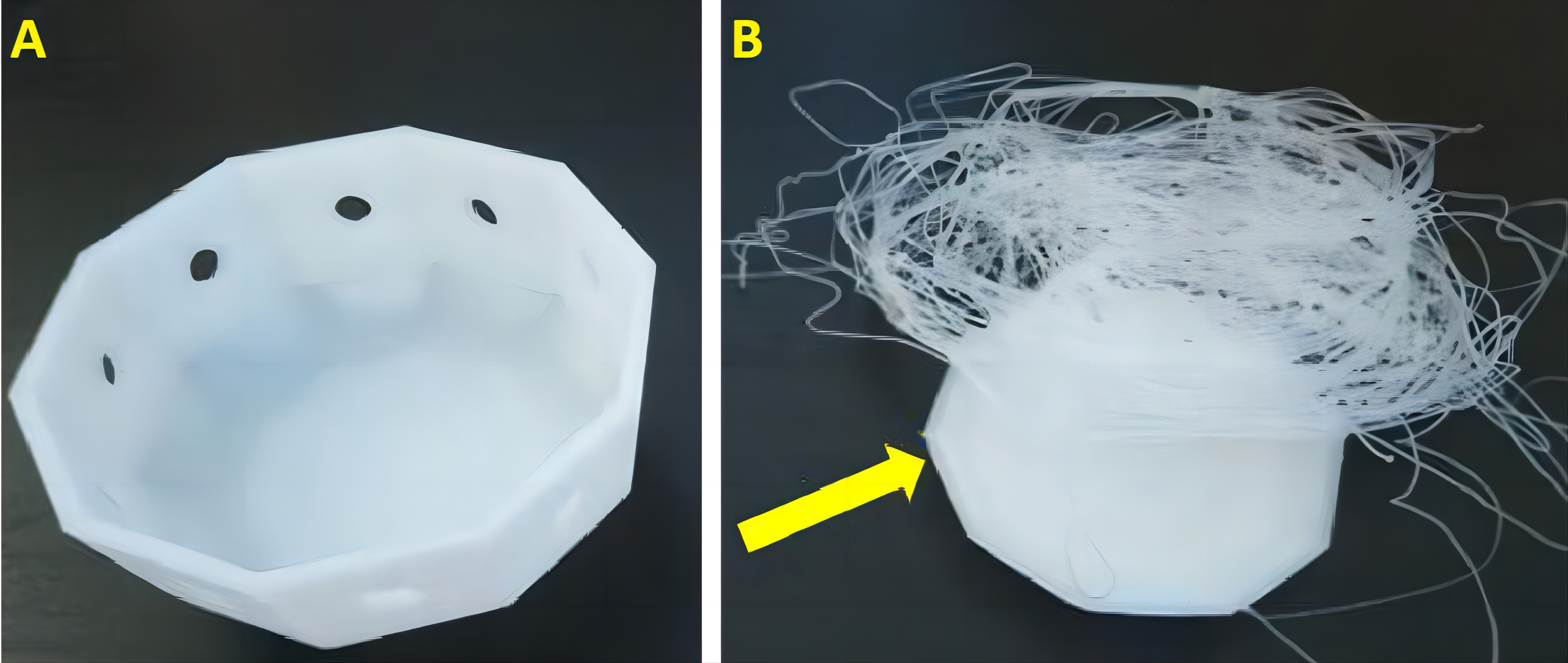
However, Figure 5 shows another failure example where same conditions were considered to both column supports. The dimensions of the rafts in Figure 5A and B, are similar and the other inputs are similar as well.
|
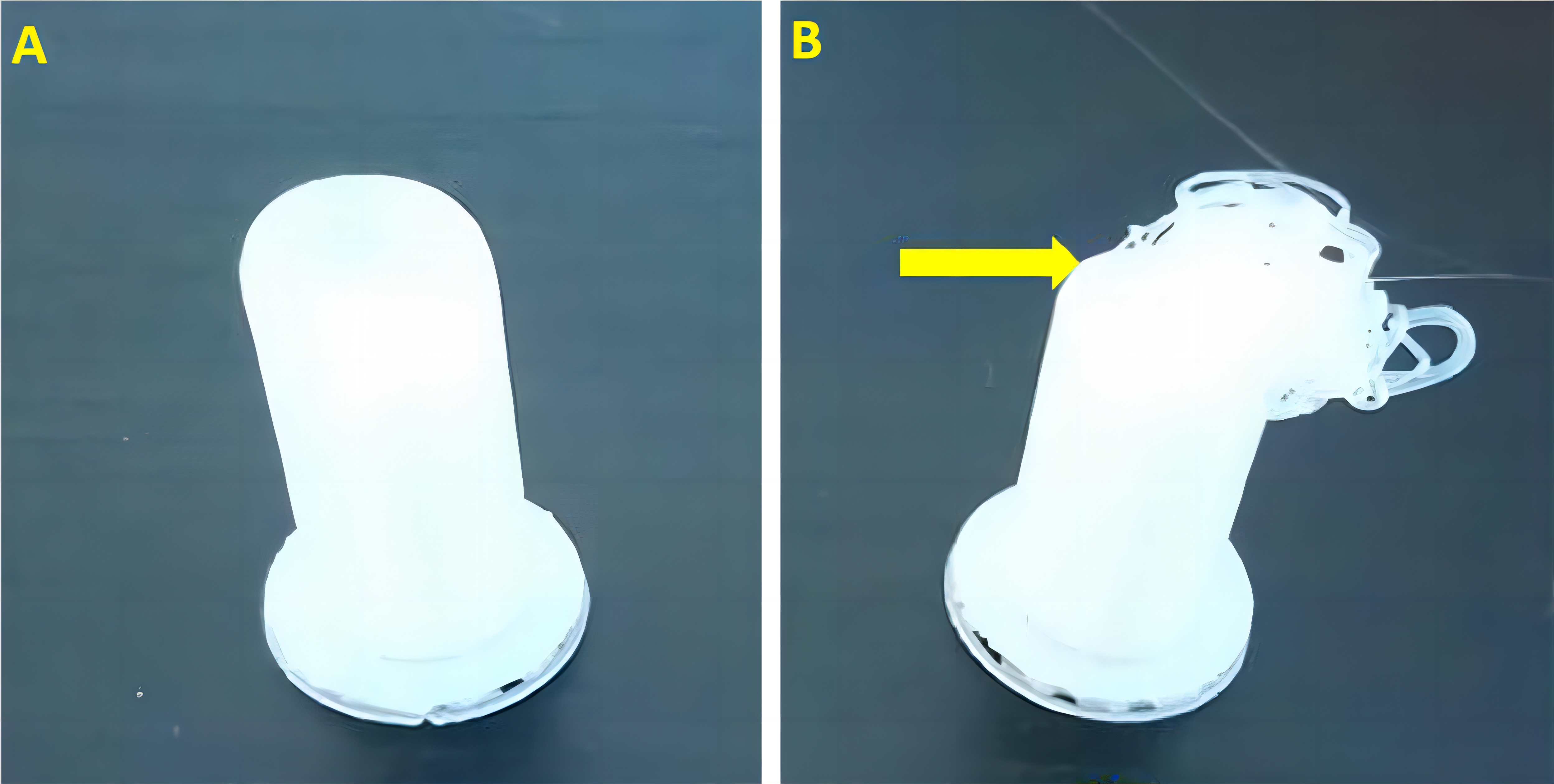
Figure 5. Failures due to uncertainty. A: Succeeded trial of a column support; B: Un-succeeded one (product exists in 3d-printing-4u.com).
The failure cause was a perturbation of the material distribution during the manufacturing process at the bottom layer of the raft (as shown in Figure 6), that led to instability. In this way, when arriving close to the end of this part where the height of the product increases, the moment increases and lead to separate the printed part from the platform (adhesion problem). Here, it is preferable to integrate a monitoring system during the AM process in order to reduce the waste of time and materials.
|

Figure 6. Adhesion problem at the raft level (product exists in 3d-printing-4u.com).
The third example is illustrated in Figure 7 where the same inputs are applied, but the failure cause is unclear. Here, the same inputs had been applied and the failure case happened between two succeeded trials. In this uncertainty case, the failure cause is not clear. It may be happened because of change of temperature (extruder and/or platform), change of filament supply speed and/or other causes.
|
For understanding other failure scenarios, the interested reader can refer to[16]. When applying the same conditions, the resulting failure case occurs due to uncertainty, while when applying different conditions, we cannot consider that the resulting failure case occurs due to uncertainty issues. It occurs because of the effect of the change of one or more input parameter(s).
6 PROBABLE FAILURE MODES IN ADDITIVELY MANUFACTURED PLA USING FFF
The failure consequences are the main driver in the different decisions. The different failure consequences can be divided to certain categories such as safety, operational, economic... This classification can help to prioritize the failure modes[73,74]. Uncertainty is related to failure modes which should be identified first and after that the cause of these failure modes should be known. An indicator can be added to ensure that a certain value belongs to a given parameter interval. If the value of this parameter exceeds the interval, the failure may happen. When the value falls outside a given range, logic establishes that there may be several causes responsible for this deviation. In this case, the corresponding components may need to be replaced. In this section, we present some causes of these failure modes:
- Geometry complexity: In certain complex geometries (overhanging features), support structures are needed during the additive manufacturing process[75]. It is recommended to add a raft and to increase the temperature of the build platform during the AM process in order to reduce the waste of materials and time (repeated trials). Advanced techniques and methods such as topology optimization and artificial intelligence, can be found in literature to deal with self-supporting structures[76,77].
- AM-material quality: In order to reduce the waste of materials and time (repeated trials), it is recommended to focus on the quality of the used material. Many parameters during preparation, manufacturing, and post-manufacturing processes have influence on quality and behaviour of the AM parts[15].
- Preheating of extruder and platform: Some manufacturers suggest using glue materials to increase the adhesion possibility. In this way, the quality of the platform may be affected in the future uses. Therefore, it is recommended to arise the preheating temperatures concerning the extruder and build platform[16].
- Heating of build platform during the AM process: In order to reduce the waste of materials and time (repeated trials), it is recommended to arise the platform temperature the during the AM process taking into account certain thresholds[78].
- Heating of extruder during the AM process: In order to reduce the waste of materials and time (repeated trials), it is recommended to increase the extruder temperature during the AM process. But this increase is limited to a certain threshold to avoid affecting the environment and product quality[78].
- Filament supply speed (or feed rate): The AM process and the product quality can be affected by this parameter. So, an appropriate filament supply speed (or feed rate) helps to get smooth surfaces and process stability. In addition, according to Chacón et al.[40], the mechanical properties can be affected by the change of feed rates.
- Dimension homogeneity: When dealing with large dimensions, adhesion issues can appear in certain points at the first layers since the applied forces can lead a big value of bending moment. Here, the raft may be separated from the platform[16].
- Thickness of layers: It has been shown that the layer separation scenario behaves linearly against the layer thickness[79]. Many experiments are needed to provide a suitable prediction of the failure probability.
- Printing orientation: The failure mode depends on the orientation of the material layers. It can be parallel or perpendicular to the material layer[79]. In addition, the printing orientation play an important role to improve the mechanical properties of the final products.
There is a need to establish mathematical interpolations (relationships) between the presented parameters and the mechanical properties of the 3D printed products, especially when dealing with AM-PLA using FFF.
7 QUALITATIVE UNCERTAINTY DIAGRAM IN AM-PLA USING FFF
Based on several elicitations, a diagram of the different uncertainty cases for AM-PLA using FFF is presented in Figure 8 to classify them and to show the effects between the different components. Here, we classify the uncertainty cases according to their appearance into two levels: design level and process one. At the design level, uncertainty may appear in the geometry and material (especially anisotropy). Any uncertainty problems may lead a big number of trials to provide good quality products. So, design should be optimized under uncertainty (quantitative or / and qualitative). At the process level, there are many parameters leading to the uncertainty appearance: geometry (orientation, direction, thickness...), printing speed, filament feed rate, temperature (platform and extruder during the printing and at the preheating period), adhesion and even the colour. There are correlations between several parameters as shown in Figure 8. The failure rate level in the 3D printing play an important role. It is recommended to simulate the AM process in order to reduce to reduce the failure likelihood. Sometimes, uncertainty cases may appear despite all precautions are taken onto account before as shown in Section 5.
|
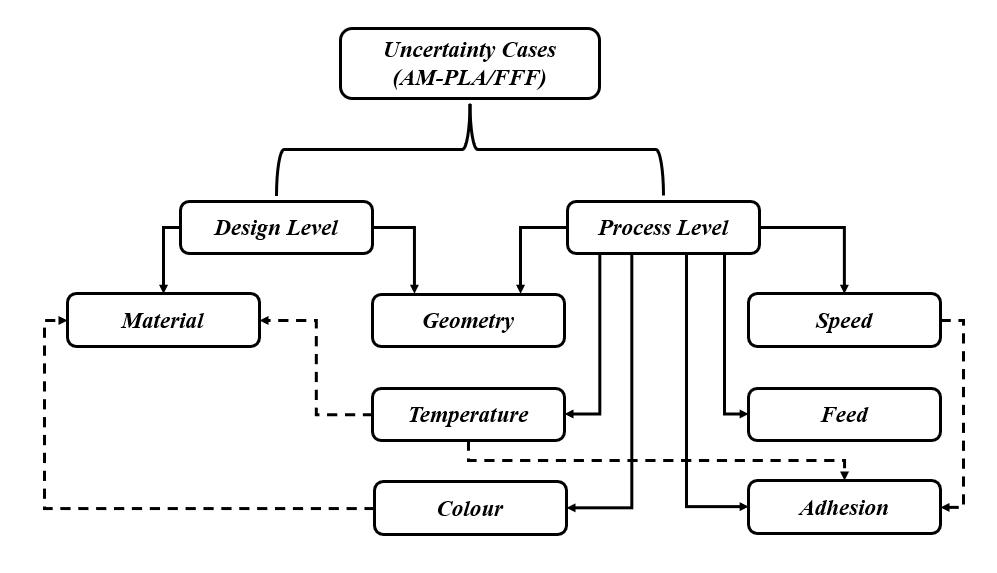
Figure 8. Qualitative uncertainty diagram for AM-PLA using FFF.
8 RESEARCH GAPS AND FUTURE DIRECTIONS
AM is considered as a revolution since the final products are designed, manufactured, and distributed to end users in a fast way. It has earned important academic as well as industrial interests because of its ability to create complex geometries (shapes) with customizable material properties. Furthermore, it has inspired the development of the maker movement by democratizing design and manufacturing. Because of the rapid proliferation of a wide variety of technologies associated with AM, there is a lack of a comprehensive set of design principles, manufacturing guidelines, and standardization of best practices. These tasks are compounded by the fact that advancements in multiple technologies such as topology optimization[80-83], generate a ‘‘positive feedback loop’’ effect in advancing AM. To advance research interest and investment in AM technologies, some fundamental questions and trends about the dependencies existing in these avenues require to underline[84].
There is a need to develop an international standard for AM-PLA to enable the wider uptake of additive manufacturing in industry, to benchmark new materials and products against conventionally manufactured one. When dealing with several properties (physical, chemical, and mechanical properties), several kinds of uncertainty may appear which leads to a need to define a large standard containing the different probable uncertainties. Currently, there are efforts to define some standards for certain properties. For example, when considering the tensile properties, several standards developing organisations worldwide are now working to overcome the existing obstacles and stimulate the knowledge, research, and technology advancements through the standard developments for AM. However, the present lack of specific standards that outline how to measure and report the tensile properties of AM components still needs immediate care. Furthermore, tensile properties are so common that we often identify them as the “mechanical properties”, tout court. In addition, existing standards for the tensile properties determination of conventional materials are not immediately applicable to AM components. Despite, the FFF is at this time the most widespread polymer-based AM method, the analysis of the literature shows that existing standards are not able to account for the several parameters included in FFF, although they possess a big effect on the mechanical properties. So, until availability of dedicated standards for FFF, the exact processing parameters and conditions should be fully described alongside the testing parameters in order to ensure the possibility to repeat the test[30]. Hence, the raster- and layer-based build-up of AM parts and the complicated interplay of structural features across different length scales in FFF undermine the reliability of results obtained from dumbbell-like specimens and erode all classical theories concerning the size influence. In addition to international standards, there is a need to develop failure models to predict the tensile behavior of additively manufactured specimens.
On the other hand, when dealing with composite PLA material, additional challenges may appear such as printing temperatures, feed rates...[85-90]. Figure 9 shows an example of a failure case for a composite PLA material (Figure 9a) relative to a homogenous PLA one (Figure 9b) considering the same design and process parameters. The temperatures of the extruder and platform during the AM process were 210°C and 50°C, respectively. The used preheating temperatures for the extruder and for the build platform were 220°C and 50°C, respectively.
|
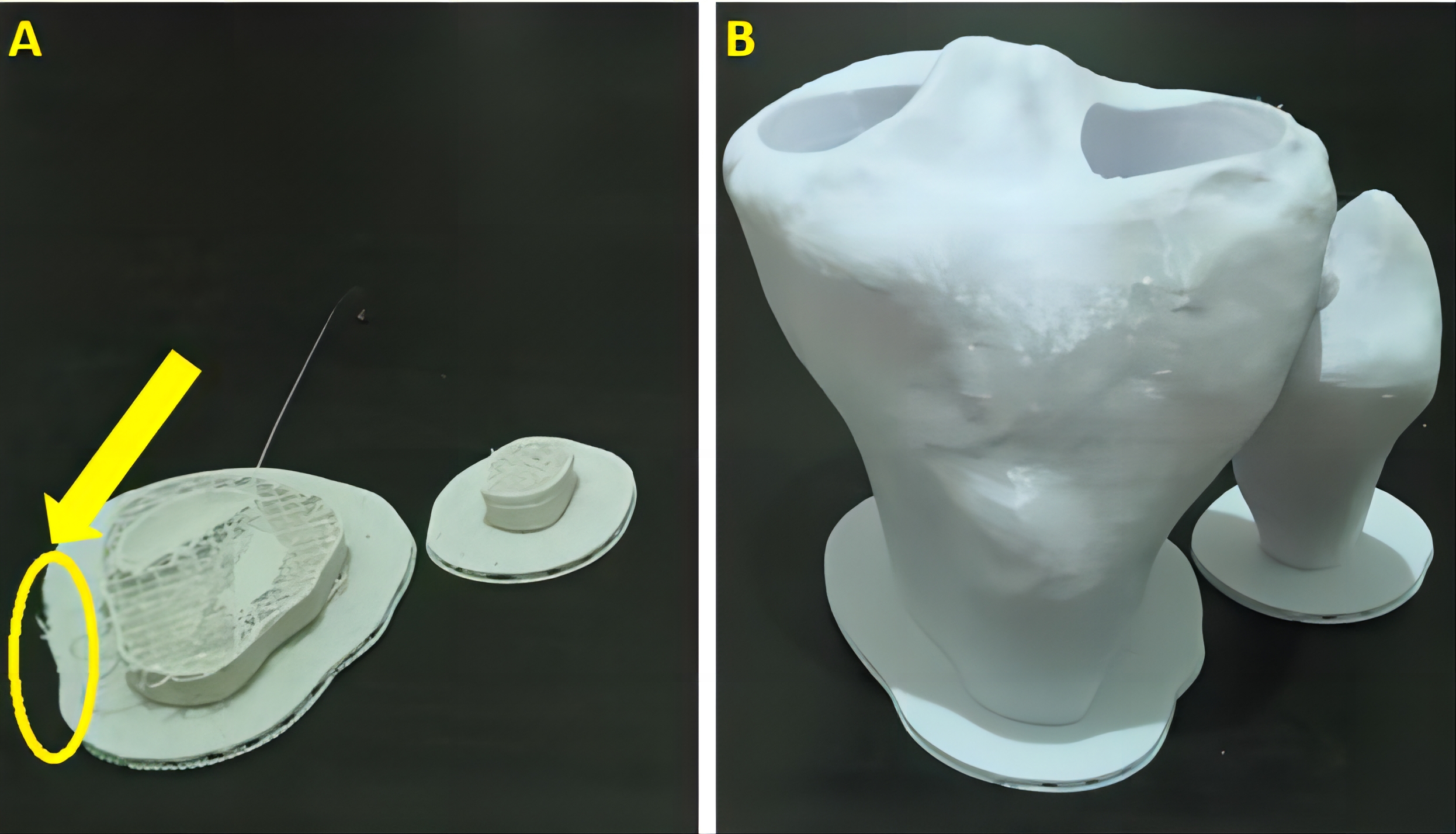
Figure 9. Failure cases for a) composite AM-PLA and b) homogenous AM-PLA using FFF (image belongs to a product existing in 3d-printing-4u.com).
In the work of Heidari-Rarani et al.[91], an innovative extruder is designed and manufactured to print composite PLA using FFF technique. However, we can also propose to deal with other design and process parameters in order to solve this kind of problems. For example, Figure 10 shows two different rafts used for the same output geometry (Figure 10A for a pure PLA material, while Figure 10B for PLA with wood fibres).
|
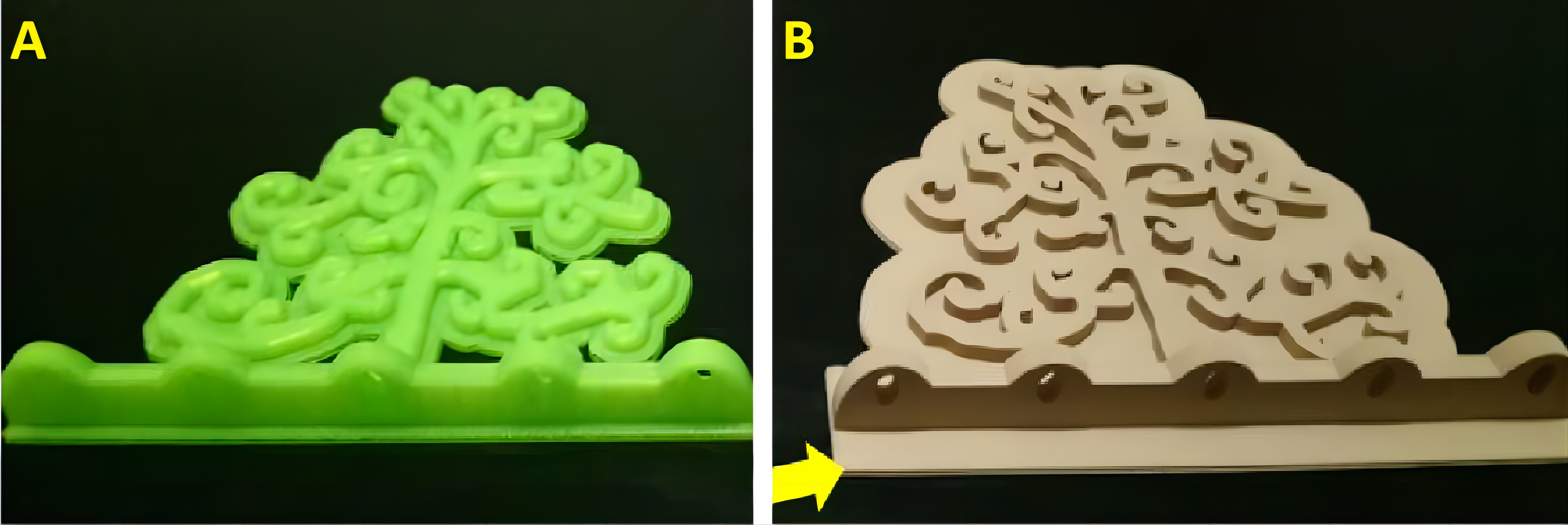
Figure 10. Different raft dimensions for composite AM-PLA using FFF (image belongs to a product existing in 3d-printing-4u.com). A: A pure PLA material; B: PLA with wood fibres.
In the case of composite PLA materials, in addition to the change of raft geometry, higher temperatures are needed for the preheating stage. Several studies can be carried out to provide the effective design and process parameters in order to reduce the likelihood of failure. In this way, we reduce the construction cost without designing a new extruder form or a new machine element.
In addition to international standard establishments, there is a need to develop failure models to predict the tensile behavior of additively manufactured specimens, which can lead to manage a big amount of data. Advanced technologies based on machine learning are needed to treat different types of data (numerical values, texts, images ...) with the object of defining the best strategies and standards for AM-PLA using FFF. According to the study objective, several types of machine leaning can be found in the literature[92-96]. For example, in additive manufacturing, when training a model to diagnose a failure case from imaging data, we must label each failure case. Here, a binary label (failure/no failure) for each case can be obtained. This is called a supervised machine learning model, and the supervision comes in the form of the provided labels. The machine learning model task is then to predict the label of new cases based only on the given data features. On the other hand, it is possible to not have any labels, or to not even know what task we need to perform with this data. We just need to examine the data and learn something about the data structure and the relationships between the different failure cases. In such cases, an unsupervised machine learning model can be used. However, according to the data type, new classifications can appear. Here, simple machine learning (or numeric machine learning) is mainly used to deal with numeric data (tables ...) and deep machine learning (or deep learning[97]) is used principally to deal with images. Figure 11 shows a diagram to implement deep machine learning strategy to deal with several failure images in additive manufacturing. As shown in Figure 11, each image (such as image (a)) is divided into small parts in order the register information about each part. When increasing the number of images (data), we improve the resulting trained model. In deep machine learning, the features are learned as a result of the training process (or learning process). As illustrated in Figure 8, when introducing a new image (image (b)) as input, neural networks (several types of layers)[97-99] are used to make a prediction (to identify what the object is). So, for the input image (b), it is recognized as a failure case. So, the goal of deep machine learning is to carry out end-to-end learning (feature extraction and classification).
|
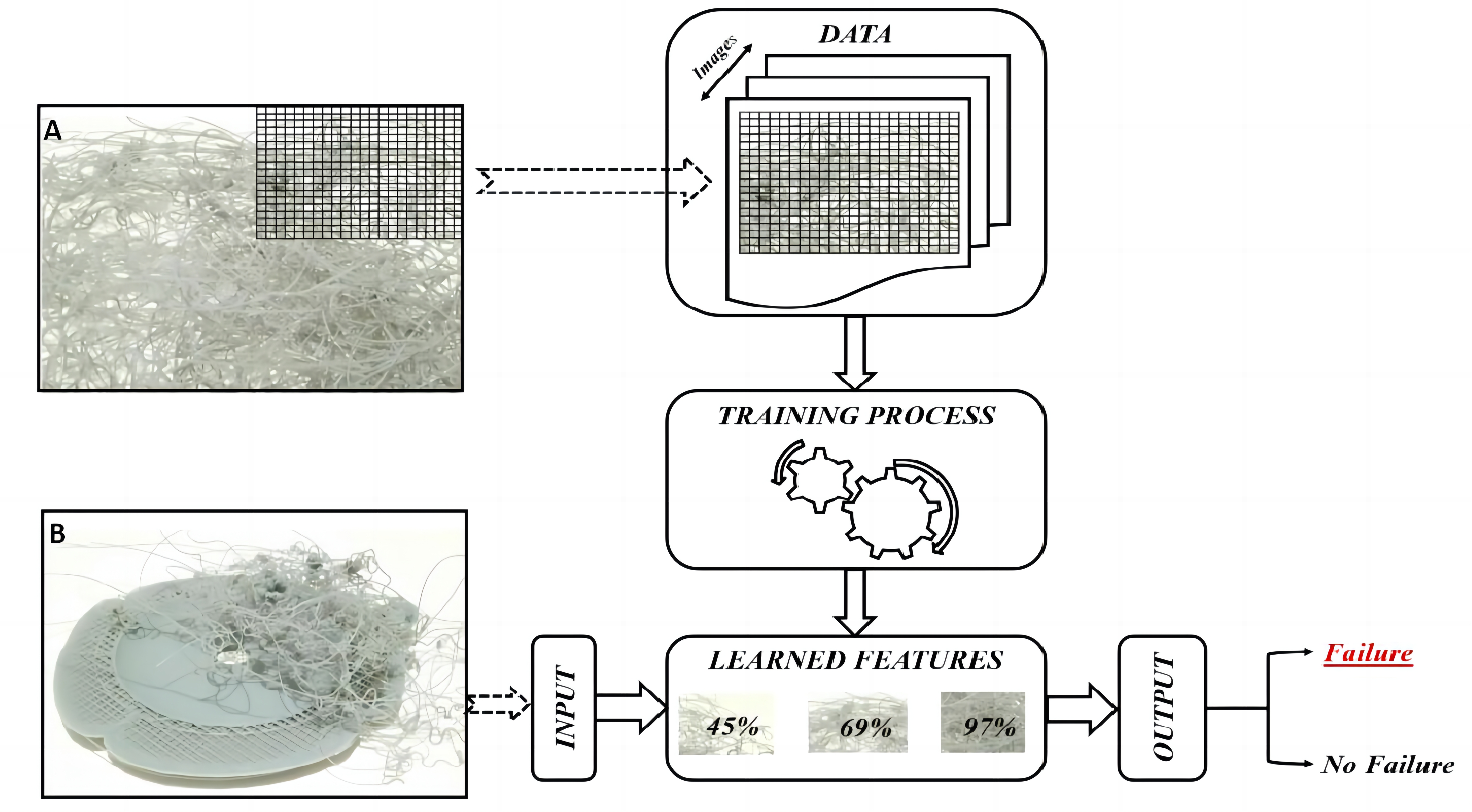
Figure 11. Deep machine learning diagram for AM-PLA using FFF (images A and B belong to a product existing in 3d-printing-4u.com).
Finally, we must mention that at an advanced development stage, a reinforcement machine learning (or reinforcement learning)[100-102] can be used to make a decision in each situation (to stop, continue or to modify AM process parameters). For example, when identifying a failure case as shown in Figure 11, the single option is to stop the AM process. Otherwise, the process will continue to the end and lead to a waste of material and time (high costs). Figure 12 shows an example (same product) of a failure case without surveillance. In addition, it may not only concern the waste of material and time, but the failure consequences may affect the performance of some machine components such as removing the build platform, even affecting other printing elements (filament tube and/or its clamp, glide tracks, door...).
|
Figure 12. Failure case without machine surveillance for AM-PLA using FFF (image belongs to a product existing in 3d-printing-4u.com).
So, there is a strong need to integrate these machine learning technologies which can be considered as heart components of Artificial Intelligence (AI)[103-105], in order to pave the way to industrialize the AM-PLA using FFF since the material itself and the applied FFF process have many advantages and applications in AM fields.
9 CHALLENGES, ISSUES, AND FUTURE PERSPECTIVES
According to Lens’s website (www.lens.org), a simple trend analysis shows that the total number of publications in this topic during the last three decades, is only 21 publications (2 books, 2 conference proceeding papers and 17 journal articles). The first journal article has been published in 2016, which means that the real start of this topic began few years ago (20 publications from 2016). To guarantee the continuity of this topic, we have to define the different issues and challenges related to it. So, we consider here that the main issue is related to the uncertainty identification (failure causes and consequences) with the object of reducing the rates of different failure scenarios. This problem leads to a waste of materials and time (high cost) and affects the final product quality. The challenges can then be represented by reduction of cost, reduction of material consumption, and improvement of quality. Therefore, there is a strong need to increase the efforts of developing advanced techniques to overcome the different challenges in this complicated topic which combines several research areas (additive manufacturing, PLA, FFF (or FDM) and uncertainty). Previously, the reduction of cost, waste of materials, time, ... were related to optimization techniques. However, the automation and artificial intelligence techniques are also helpful to overcome these challenges and issues. As result, when overcoming the different challenges, we provide several ways to industrialize the AM technology, at least in the current topic applications.
10 CONCLUSION
The current review has main objective to provide the newcomers to this area with a roadmap to develop new strategies to contribute to the industrialization of AM technology, especially the additively manufactured PLA material by FFF technique. Several issues can be found to prevent the industrialization of AM technology. One of these issues is the high failure rate which leads to increase the total cost. In addition to the productivity, the total cost can be considered as a big obstacle to industrialize the AM technology. Therefore, the different uncertainty cases should be first identified and next treated to reduce the likelihood of failure. For future developments in AM-PLA using FFF, FMEA (Failure Modes and Effects Analysis) and FMECA (Failure Mode, Effects and Criticality Analysis) strategies can first integrated to improve the FFF process when dealing with AM-PLA. Next, the different components of artificial intelligence such as machine learning types, are needed to be closer to a sustainable environment.
Acknowledgements
The author would like to thank his colleagues at Luleå University of Technology (Northvolt’s Program (2020-2021)) for their valuable comments and support regarding failure modes and machine learning strategies, especially Eng. Hicham Baammi, and also in GOTO10 establishment (Malmö - Sweden) regarding their technical and material supports for additive manufacturing issues.
Conflicts of Interest
The author declares that there is no conflict of interests.
Author Contribution
Ghais Kharmanda studied, wrote, reviewed, and corrected this article.
Abbreviation List
AM, Additive manufacturing
AM-PLA, Additively manufactured polylactic acid
DMLS, Direct metal laser sintering
EBM, Electron beam melting
FDM, Fused deposition modelling
FFF, Fused filament fabrication
PLA, Polylactic acid
SLA, Stereolithography
References
[1] Bao X, Zhu L, Huang X et al. 3D biomimetic artificial bone scaffolds with dual-cytokines spatiotemporal delivery for large weight-bearing bone defect repair. Sci Rep, 2017; 7: 1-13. DOI: 10.1038/s41598-017-08412-0
[2] Ma L, Zhou Y, Zhu Y et al. 3D printed personalized titanium plates improve clinical outcome in microwave ablation of bone tumours around the knee. Sci Rep, 2017; 7: 7626. DOI: 10.1038/s41598-017-07243-3
[3] Zega V, Credi C, Bernasconi R et al. The first 3-D-printed z-axis accelerometers with differential capacitive sensing. IEEE Sens J, 2018; 18: 53-60. DOI: 10.1109/JSEN.2017.2768299
[4] Kong L, Ambrosi A, Nasir MZM et al. Self-propelled 3D-printed aircraft carrier of light-powered smart micromachines for large-volume nitroaromatic explosives removal. Adv Funct Mater, 2019; 29: 1-9.
[5] Khosravani MR, Reinicke T. 3D-printed sensors: Current progress and future challenges. Sens Actuators A, 2020; 305: 111916.
[6] Nasiri S, Khosravani MR. Progress and challenges in fabrication of wearable sensors for health monitoring. Sens Actuators A, 2020; 312: 112105.
[7] Awad RH, Habash SA, Christopher J et al. Chapter 2-3D Printing Methods. In: 3D Printing Applications in Cardiovascular Medicine. Academic Press: New York, USA, 2018; 11-32. DOI: 10.1016/B978-0-12-803917-5.00002-X
[8] Singh S, Singh G, Prakash C et al. Current status and future directions of fused filament fabrication. J Manuf Process, 2020; 55: 288-306. DOI: 10.1016/j.jmapro.2020.04.049
[9] Kushwaha AK, Rahman MH, Hart D et al. Chapter 3-Fundamentals of stereolithography: techniques, properties, and applications. Pankaj K, Manoranjan M, Pradeep LM ed. In: The Elsevier Series on Tribology and Surface Engineering-Tribology of Additively Manufactured Materials, Fundamentals, Modeling, and Applications. Elsevier, 2022; 87-106. DOI: 10.1016/B978-0-12-821328-5.00003-2
[10] Jasim HB, Farhan BA. Practical analysis of direct metal laser sintering process. Mater Today Proc, 2021; 45: 5469-5475. DOI: 10.1016/j.matpr.2021.02.138
[11] Galati M. Chapter 8-Electron beam melting process: a general overview. Juan P, Antonio R, Paulo Davim J ed. In: Handbooks in Advanced Manufacturing, Additive Manufacturing. Elsevier, 2021; 277-301. DOI: 10.1016/B978-0-12-818411-0.00014-8
[12] Azadi M, Dadashi A, Parast MSA et al. A comparative study for high-cycle bending fatigue lifetime and fracture behavior of extruded and additive-manufactured 3D-printed acrylonitrile butadiene styrene polymers. Int J Addit Manufact Struct, 2022; 1: 1. DOI: 10.53964/ijams.2022001
[13] Zhang X, Liou F. Introduction to additive manufacturing. In: Additive Manufacturing, Materials Science, 2021; 1-31.
[14] Ning F, Cong W, Qiu J et al. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Composites, Part B, 2015; 80: 369-378.
[15] Khosravani MR, Berto F, Ayatollahi MR et al. Characterization of 3D-printed PLA parts with different raster orientations and printing speeds. Sci Rep, 2022; 12: 1016. DOI: 10.1038/s41598-022-05005-4
[16] Kharmanda G. Additive manufacturing of polylactic acid (PLA) material considering preheating uncertainty effect. Eng Syst, 2022; 6: 1. DOI: 10.21494/ISTE.OP.2022.0852
[17] Avérous L. Chapter 21-Polylactic Acid: Synthesis, Properties and Applications. Belgacem MN, Gandini A ed. In: Monomers, Polymers and Composites from Renewable Resources. Elsevier, 2008; 433-450. DOI: 10.1016/B978-0-08-045316-3.00021-1
[18] Jin FL, Hu RR, Park SJ. Improvement of thermal behaviors of biodegradable poly (lactic acid) polymer: A review. Compos Part B-Eng, 2019; 164: 287-296.
[19] Pandey AK, Sirohi R, Upadhyay S et al. Chapter 12-Production and applications of polylactic acid. Binod P, Raveendran S, Pandey A ed. In: Biomass, Biofuels, Biochemicals. Elsevier, 2021; 309-357. DOI: 10.1016/B978-0-12-821888-4.00013-7
[20] Mehrpouya M, Vahabi H, Janbaz S et al. 4D printing of shape memory polylactic acid (PLA). Polymer, 2021; 230: 124080. DOI: 10.1016/j.polymer.2021.124080
[21] Farah S, Anderson DG, Langer R. Physical and mechanical properties of PLA, and their functions in widespread applications-A comprehensive review. Adv Drug Delivery Rev, 2016; 107: 367-392. DOI: 10.1016/j.addr.2016.06.012
[22] Da Silva D, Kaduri M, Poley M et al. Biocompatibility, biodegradation and excretion of polylactic acid (PLA) in medical implants and theranostic systems. Chem Eng J, 2018; 340: 9-14.
[23] Albuquerque TL, Júnior JEM, Queiroz LP et al. Polylactic acid production from biotechnological routes: A review. Int J Biol Macromol, 2021; 186: 933-951. DOI: 10.1016/j.ijbiomac.2021.07.074
[24] Dizon JRC, Espera Jr AH, Chen Q et al. Mechanical characterization of 3D-printed polymers. Addit Manuf, 2018; 20: 44-67. DOI: 10.1016/j.addma.2017.12.002
[25] Saini P, Arora M, Kumar MNVR. Poly (lactic acid) blends in biomedical applications. Adv Drug Delivery Rev, 2016; 107: 47-59. DOI: 10.1016/j.addr.2016.06.014
[26] Ramot Y, Haim-Zada M, Domb AJ et al. Biocompatibility and safety of PLA and its copolymers. Adv Drug Delivery Rev, 2016; 107: 153-162. DOI: 10.1016/j.addr.2016.03.012
[27] Poh PSP, Chhaya MP, Wunner FM et al. Polylactides in additive biomanufacturing. Adv Drug Delivery Rev, 2016; 107: 228-246. DOI: 10.1016/j.addr.2016.07.006
[28] Baran EH, Erbil HY. Surface modification of 3D printed PLA objects by fused deposition modeling: a review. Colloids Interfaces, 2019; 3: 43. DOI: 10.3390/colloids3020043
[29] Popescu D, Zapciu A, Amza C et al. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym Test, 2018; 69: 157-166. DOI: 10.1016/j.polymertesting.2018.05.020
[30] Sola A, Chong WJ, Simunec DP et al. Open challenges in tensile testing of additively manufactured polymers: A literature survey and a case study in fused filament fabrication. Polym Test, 2022; 117: 107859. DOI: 10.1016/j.polymertesting.2022.107859
[31] Wittbrodt B, Pearce JM. The effects of PLA color on material properties of 3-D printed components. Addit Manuf, 2015; 8: 110-116. DOI: 10.1016/j.addma.2015.09.006
[32] Ismail Mourad AH, Idrisi AH, Christy JV et al. Mechanical performance assessment of internally-defected materials manufactured using additive manufacturing technology. J Manuf Mater Proc, 2019; 3: 74. DOI: 10.3390/jmmp3030074
[33] Vălean C, Marșavina L, Mărghitaș M et al. Effect of manufacturing parameters on tensile properties of FDM printed specimens. Procedia Struct Integr, 2020; 26: 313-320. DOI: 10.1016/j.prostr.2020.06.040
[34] Gonabadi H, Yadav A, Bull SJ. The effect of processing parameters on the mechanical characteristics of PLA produced by a 3D FFF printer. Int J Adv Manuf Tech, 2020; 111: 695-709.
[35] Luo J, Luo Q, Zhang G et al. On strain rate and temperature dependent mechanical properties and constitutive models for additively manufactured polylactic acid (PLA) materials. Thin Wall Struct, 2022; 179: 109624. DOI: 10.1016/j.tws.2022.109624
[36] Marșavina L, Vălean C, Brighenti R. Effect of the manufacturing parameters on the tensile and fracture properties of FDM 3D-printed PLA specimens. Eng Fract Mech, 2022; 274: 108766. DOI: 10.1016/j.engfracmech.2022.108766
[37] Ekinci A, Gleadall A, Johnson AA et al. Mechanical and hydrolytic properties of thin polylactic acid films by fused filament fabrication. J Mech Behav Biomed, 2021; 114: 104217. DOI: 10.1016/j.jmbbm.2020.104217
[38] Andó M, Birosz M, Jeganmohan S. Surface bonding of additive manufactured parts from multi-colored PLA materials. Measurement, 2021; 169: 108583. DOI: 10.1016/j.measurement.2020.108583
[39] Jiang J, Xu X, Stringer J. Support structures for additive manufacturing: a review. J Manuf Mater Proc, 2018; 2: 64. DOI: 10.3390/jmmp2040064
[40] Chacón JM, Caminero MA, García-Plaza E et al. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater Des, 2017; 124: 143-157. DOI: 10.1016/j.matdes.2017.03.065
[41] Letcher T, Waytashek M. Material property testing of 3D-printed specimen in PLA on an entry-level 3D printer: ASME International Mechanical Engineering Congress and Exposition. Quebec, Canada, 14-20 November 2014. DOI: 10.1115/IMECE2014-39379
[42] Azadi M, Kianifar M, Dezianian S et al. Study of the effect of build orientation in additive manufacturing on the high-cycle bending fatigue lifetime of PLA polymer made by fused deposition modeling, 28th International Conference on Mechanical Engineering of Iran, Tehran, Iran, 2020.
[43] Heidari-Rarani M, Ezati N, Sadeghi P et al. Optimization of FDM process parameters for tensile properties of polylactic acid specimens using Taguchi design of experiment method. J Thermoplast Compos Mater, 2022; 35: 2435-2452. DOI: 10.1177/0892705720964560
[44] Ding DH, Pan ZX, Dominic C et al. Process planning strategy for wire and arc additive manufacturing: Robotic Welding, Intelligence and Automation: RWIA’2014. 25 October 2014, Shanghai, China. DOI: 10.1007/978-3-319-18997-0_37
[45] Zhang Y, Choi JP, Moon SK. Effect of geometry on the mechanical response of additively manufactured polymer. Polym Test, 2021; 100: 107245. DOI: 10.1016/j.polymertesting.2021.107245
[46] Fernandez-Vicente M, Calle W, Ferrandiz S et al. Effect of infill parameters on tensile mechanical behavior in desktop 3D printing. 3D Print Addit Manuf, 2016; 3: 183-192.
[47] Tanveer MQ, Mishra G, Mishra S et al. Effect of infill pattern and infill density on mechanical behaviour of FDM 3D printed Parts-a current review. Mater Today: Proc, 2022; 62: 100-108. DOI: 10.1016/j.matpr.2022.02.310
[48] Sajjad R, Butt SU, Saeed HA et al. Impact of multiple infill strategy on the structural strength of single build FDM printed parts. J Manuf Process, 2023; 89: 105-110. DOI: 10.1016/j.jmapro.2023.01.065
[49] Lanzotti A, Grasso M, Staiano G et al. The impact of process parameters on mechanical properties of parts fabricated in PLA with an open-source 3-D printer. Rapid Prototyping J, 2015; 21: 604-617. DOI: 10.1108/RPJ-09-2014-0135
[50] Chen F, Xu Q, Huang F et al. Effect of nozzle vibration at different frequencies on surface structures and tensile properties of PLA parts printed by FDM. Mater Lett, 2022; 325: 132612. DOI: 10.1016/j.matlet.2022.132612.
[51] Jiang S, Siyajeu Y, Shi Y et al. Improving the forming quality of fused filament fabrication parts by applied vibration. Rapid Prototyping J, 2020; 26: 202-212.
[52] Anderson EL, Hattis D. A. Uncertainty and variability. Risk Analy, 1999; 19: 47-49. DOI: 10.1111/j.1539-6924.1999.tb00386.x
[53] Verma AK, Ajit S, Karanki DR et al. Uncertainty Analysis in Reliability/Safety Assessment. Verma AK, Ajit S, Karanki DR. In: Reliability and Safety Engineering, Springer, London, UK, 2016; 457-491.
[54] Tebbi O, Guérin F, Dumon B. Reliability testing of Mechanical Products-Application of statistical accelerated life testing models: 9th International Conference on Applications of Statistics and Probability in Civil Engineering, University of California, Berkeley, USA, 2003.
[55] Kharmanda G, El-Hami A. Chapter 2: Reliability Concept. In: Reliability in Biomechanics, John Wiley & Sons Inc, 2016.
[56] Bari RA, Park CK. Uncertainty characterization of data for probabilistic risk assessment. Reliab Eng Syst Safe, 1989; 26: 163-172. DOI: 10.1016/0951-8320(89)90072-0
[57] Bae HR, Grandhi RV, Canfield RA. An approximation approach for uncertainty quantification using evidence theory. Reliab Eng Syst Safe, 2004; 86: 215-225. DOI: 10.1016/j.ress.2004.01.011
[58] Mishra S, Datta-Gupta A. Chapter 6-Uncertainty Quantification. Mishra S, Datta-Gupta A. In: Applied Statistical Modeling and Data Analytics, Elsevier, 2018; 119-167. DOI: 10.1016/B978-0-12-803279-4.00006-7
[59] Wallach D, Makowski D, Jones JW et al. Chapter 6-Uncertainty and Sensitivity Analysis. Wallach D, Makowski D, Jones JW et al. Working with Dynamic Crop Models (Third Edition), Academic Press, 2019; 209-250. DOI: 10.1016/B978-0-12-811756-9.00006-X
[60] Bradley R, Drechsler M. Types of Uncertainty. Erkenn, 2014; 79: 1225-1248. DOI: 10.1007/s10670-013-9518-4
[61] Gray A, Wimbush A, Angelis M et al. From inference to design: A comprehensive framework for uncertainty quantification in engineering with limited information. Mech Syst Signal Pr, 2022; 165: 108210. DOI: 10.1016/j.ymssp.2021.108210
[62] Yazdi M. Footprint of knowledge acquisition improvement in failure diagnosis analysis, Qual Reliab Eng Int, 2019; 35: 405-422. DOI: 10.1002/qre.2408
[63] Yazdi M, Golilarz NA, Adesina KA et al. Probabilistic risk analysis of process systems considering epistemic and aleatory uncertainties: A comparison study. Int J Uncertain Fuzz, 2021; 29: 181-207. DOI: 10.1142/S0218488521500098
[64] Sodemann H, Joos H. Chapter 12-Numerical methods to identify model uncertainty. Ólafsson H, Bao JW ed. In: Uncertainties in Numerical Weather Prediction, Elsevier, 2021; 309-329. DOI: 10.1016/B978-0-12-815491-5.00012-4
[65] Wang N. Chapter 2-Numerical uncertainties in discretization of the shallow-water equations for weather predication models. Ólafsson H, Bao JW ed. In: Uncertainties in Numerical Weather Prediction, Elsevier, 2021; 47-80. DOI: 10.1016/B978-0-12-815491-5.00002-1
[66] Kennedy MC. Chapter 42-Exposure assessment: modeling approaches including probabilistic methods, uncertainty analysis, and aggregate exposure from multiple sources. Michael E, Anelich LE, Alan R ed. In: Boobis, Bert Popping, Present Knowledge in Food Safety, Academic Press, 2023; 614-632. DOI: 10.1016/B978-0-12-819470-6.00032-9
[67] Bohn RE. From art to science in manufacturing: The evolution of technological knowledge. Found Trends® Techn Inform Oper Manage, 2005; 1: 1-82. DOI: 10.1561/0200000002
[68] Mishra S. Uncertainty and sensitivity analysis techniques for hydrologic modeling. J Hydroinf, 2009; 11: 282-296.
[69] Heidari-Rarani M. Residual stresses in additive manufacturing of polymers and polymer matrix composites. Mahmood M, Shokrieh ed. In: Woodhead Publishing Series in Composites Science and Engineering, Residual Stresses in Composite Materials (Second Edition), Woodhead Publishing, 2021; 421-436. DOI: 10.1016/B978-0-12-818817-0.00005-6
[70] Liu J, Gaynor AT, Chen S et al. Current and future trends in topology optimization for additive manufacturing. Struct Multidisc Optim, 2018; 57: 2457-2483. DOI: 10.1007/s00158-018-1994-3
[71] Li Z, Tsavdaridis KD. A Review of Optimised Additively Manufactured Steel Connections for Modular Building Systems. Ind Addit Manuf, 2021; 1: 357-373.
[72] Ribeiro TP, Bernardo LFA, Andrade JMA. Topology Optimisation in Structural Steel Design for Additive Manufacturing. Appl Sci, 2021; 11: 2112. DOI: 10.3390/app11052112
[73] Mokashi AJ, Wang J, Vermar AK. A study of reliability-centred maintenance in maritime operations. Marine Policy, 2002; 26: 325-335. DOI: 10.1016/S0308-597X(02)00014-3
[74] Kharmanda G, Al Sakkaf H, Shao J et al. NAVAIR as an Effective Standard of Reliability Centered Maintenance for Determining Significant Functional Failures. Eng Syst, 2002; 22-6: 1-11. DOI: 10.21494/ISTE.OP.2022.0849
[75] Feng R, Li X, Zhu L et al. An improved two-level support structure for extrusion-based additive manufacturing. Robot Cim-Int Manuf, 2021; 67: 101972. DOI: 10.1016/j.rcim.2020.101972
[76] Mezzadri F, Bouriakov V, Qian X. Topology optimization of self-supporting support structures for additive manufacturing. Addit Manuf, 2018; 21: 666-682. DOI: 10.1016/j.addma.2018.04.016
[77] Johnson MV, Garanger K, Hardin JO et al. A generalizable artificial intelligence tool for identification and correction of self-supporting structures in additive manufacturing processes. Addit Manuf, 2021; 46: 102191. DOI: 10.1016/j.addma.2021.102191
[78] Khan S, Joshi K, Deshmukh S. A comprehensive review on effect of printing parameters on mechanical properties of FDM printed parts. Mater Today Proc, 2022; 50: 2119-2127. DOI: 10.1016/j.matpr.2021.09.433
[79] Rahmati A, Heidari-Rarani M, Lessard L. A novel conservative failure model for the fused deposition modeling of polylactic acid specimens. Addit Manuf, 2021; 48: 102460. DOI: 10.1016/j.addma.2021.102460
[80] Kharmanda G, Shokry A, Gowid S et al. Comparison of two points of view when developing reliability-based topology optimization model: Validation on fatigue damage analysis. J Uncertainties Reliab Multiphysical Sys, 2019; 19: 1-11. DOI: 10.21494/ISTE.OP.2019.0430
[81] Kharmanda G, Gowid S, Shokry A. Reliability-based topology optimization using inverse optimum safety factor approaches. Alexandria Eng J, 2020; 59: 4577-4592. DOI: 10.1016/j.aej.2020.08.013
[82] Kharmanda G, Mulki H. Reverse Versus Inverse Optimum Safety Factor Approaches for Reliability-based Topology Optimization. Int J Addit Manuf Struct, 2022; 1: 2. DOI: 10.53964/ijams.2022002
[83] Kharmanda G, Mulki H. Two decades review of reliability-based topology optimization developments. Uncertainties Reliab Multiphysical Sys, 2022; 22-6: 1-21. DOI: 10.21494/ISTE.OP.2022.0884
[84] Gao W, Zhang Y, Ramanujan D et al. The status, challenges, and future of additive manufacturing in engineering. Comput Aid Des, 2015; 69: 65-89. DOI: 10.1016/j.cad.2015.04.001
[85] Rojas-Martínez LE, Flores-Hernandez CG, López-Marín LM et al. 3D printing of PLA composites scaffolds reinforced with keratin and chitosan: Effect of geometry and structure. Euro Polym J, 2020; 141: 110088. DOI: 10.1016/j.eurpolymj.2020.110088
[86] Valvez S, Santos P, Parente JM et al. 3D printed continuous carbon fiber reinforced PLA composites: A short review. Procedia Struct Integri, 2020; 25: 394-399. DOI: 10.1016/j.prostr.2020.04.056
[87] Rajeshkumar G, Seshadri SA, Devnani GL et al. Environment friendly, renewable and sustainable poly lactic acid (PLA) based natural fiber reinforced composites-A comprehensive review. J Cleaner Product, 2021; 310: 127483. DOI: 10.1016/j.jclepro.2021.127483
[88] Beauson J, Schillani G, Schueren LV et al. The effect of processing conditions and polymer crystallinity on the mechanical properties of unidirectional self-reinforced PLA composites. Compos Part A-Appl S, 2022; 152: 106668. DOI: 10.1016/j.compositesa.2021.106668
[89] Khosravani MR, Reinicke T. Fracture studies of 3D-printed PLA-wood composite. Procedia Struct Integri, 2022; 37: 97-104. DOI: 10.1016/j.prostr.2022.01.064
[90] Patel R, Desai C, Kushwah S et al. A review article on FDM process parameters in 3D printing for composite materials. Mater Today Proc, 2022; 60: 2162-2166. DOI: 10.1016/j.matpr.2022.02.385
[91] Heidari-Rarani M, Rafiee-Afarani M, Zahedi A M. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos Part B-Eng, 2019; 175: 107147. DOI: 10.1016/j.compositesb.2019.107147
[92] Li Z, Zhang Z, Shi J et al. Prediction of surface roughness in extrusion-based additive manufacturing with machine learning. Robot Cim-Int Manuf, 2019; 57: 488-495. DOI: 10.1016/j.rcim.2019.01.004
[93] Zhu Z, Anwer N, Huang Q et al. Machine learning in tolerancing for additive manufacturing. CIRP annals, 2018; 67: 157-160. DOI: 10.1016/j.cirp.2018.04.119
[94] Baştanlar Y, Ozuysal M. Introduction to machine learning. Methods Mol Biol, 2014; 1107: 105-128. DOI: 10.1007/978-1-62703-748-8_7
[95] Sharma P, Vaid H, Vajpeyi R et al. Predicting the dimensional variation of geometries produced through FDM 3D printing employing supervised machine learning. Sensors Inter, 2022; 3: 100194. DOI: 10.1016/j.sintl.2022.100194
[96] King AP, Aljabar P. Machine learning, Chapter 14. King AP, Aljabar P. In: Matlab® Programming for Biomedical Engineers and Scientists (Second Edition), Academic Press, 2023; 343-372. DOI: 10.1016/B978-0-32-385773-4.00023-X
[97] López-Monroy AP, García-Salinas JS. Chapter 9-Neural networks and deep learning. Alejandro A. Katsaropoulos C ed. Biosignal Processing and Classification Using Computational Learning and Intelligence, Academic Press, 2022; 177-196. DOI: 10.1016/B978-0-12-820125-1.00021-X
[98] Pearson C, Ginsburg B. Chapter 16-Deep learning. Hwu WW, Kirk DB, Hajj IE. In: Programming Massively Parallel Processors (Fourth Edition), Morgan Kaufmann, 2023; 355-389. DOI: 10.1016/B978-0-323-91231-0.00024-0
[99] Chen Y, Li L, Li W et al. Chapter 2 - Fundamentals of neural networks. Chen Y, Li L, Li W et al. AI Computing Systems, Morgan Kaufmann, 2024; 17-51. DOI: 10.1016/B978-0-32-395399-3.00008-1
[100] Daw ND. Chapter 16-Advanced Reinforcement Learning. Paul W ed. Glimcher, Ernst Fehr, Neuroeconomics (Second Edition), Academic Press, 2014; 299-320. DOI: 10.1016/B978-0-12-416008-8.00016-4
[101] Morales EF, Escalante HJ. Chapter 6-A brief introduction to supervised, unsupervised, and reinforcement learning. Torres-García AA, Reyes-García CA, Villaseñor-Pineda L et al. Biosignal Processing and Classification Using Computational Learning and Intelligence, Academic Press, 2022; 111-129. DOI: 10.1016/B978-0-12-820125-1.00017-8
[102] Osinenko P, Dobriborsci D, Aumer W. Reinforcement learning with guarantees: a review. IFAC-PapersOnLine, 2022; 55: 123-128. DOI: 10.1016/j.ifacol.2022.07.619
[103] Yüksel N, Börklü HR, Sezer HK et al. Review of artificial intelligence applications in engineering design perspective. Eng Appl Artif Intel, 2023; 118: 105697. DOI: 10.1016/j.engappai.2022.105697
[104] Zohuri B, McDaniel P. Chapter 8-Artificial intelligence driven by machine learning & deep learning. Zohuri B, McDaniel P ed. Transcranial Magnetic and Electrical Brain Stimulation for Neurological Disorders, Academic Press, 2022; 317-334. DOI: 10.1016/B978-0-323-95416-7.00011-0
[105] Guerrero JM. Chapter 5-The history of modern artificial intelligence. María Guerrero Jed. Mind Mapping and Artificial Intelligence, Academic Press, 2023; 131-161. DOI: 10.1016/B978-0-12-820119-0.00007-8
Copyright © 2023 The Author(s). This open-access article is licensed under a Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, sharing, adaptation, distribution, and reproduction in any medium, provided the original work is properly cited.


